Chrome plating
Chrome plating
Chrome plating is a galvanically deposited surface treatment which has the function of giving the surface of a workpiece a level of hardness and roughness compatible with the sliding of gaskets.
Normally chrome plating is the treatment carried out on hydraulic cylinder stems to ensure smooth sliding and sealing of the gasket; sometimes the liner pipe is also internally chromed to avoid any possible corrosion that would affect its operation.
Machining phases
Before chrome plating, it is very important to prepare the surfaces to be treated by machining them finely, because the result, in terms of chrome finishing to Ra 0.20 my, depends on the roughness of the surface before treatment. For this reason, it is necessary to hone the pipes before chrome plating, or grind and polish the stems.
The chrome thickness is important to make the plating strong enough for its design purpose. For example, the starting value may be 25my to then increase to 50my, 75my and 100my based on how heavy-duty the required application must be. The hardness obtained after surface chroming treatment is in the order of 850-950my HV0.3.

Required precautions and special uses
Despite this considerable hardness, a chromed stem must be handled with care. The hard plating is just a few microns thick which means that an impact could “break through” the chromed shell and damage the stem, affecting its efficiency.
On the other hand, a high chrome plating thickness could impair adhesion to the base metal, with resulting phenomena of chipping and detachment as occurs in stems of earth moving machine cylinders – which can be affected by this problem as they bend under stress.
For heavier applications, chromium plating efficiency can be improved by applying it to hardened and ground steel to give it “stone-proof” hardness, as required e.g. in the mining industry.
If the stem must feature special corrosion resistance characteristics, then a “marine cycle” cross treatment should be applied as it makes the stem more resistant to corrosion. Stainless steel rods can also be chromed.
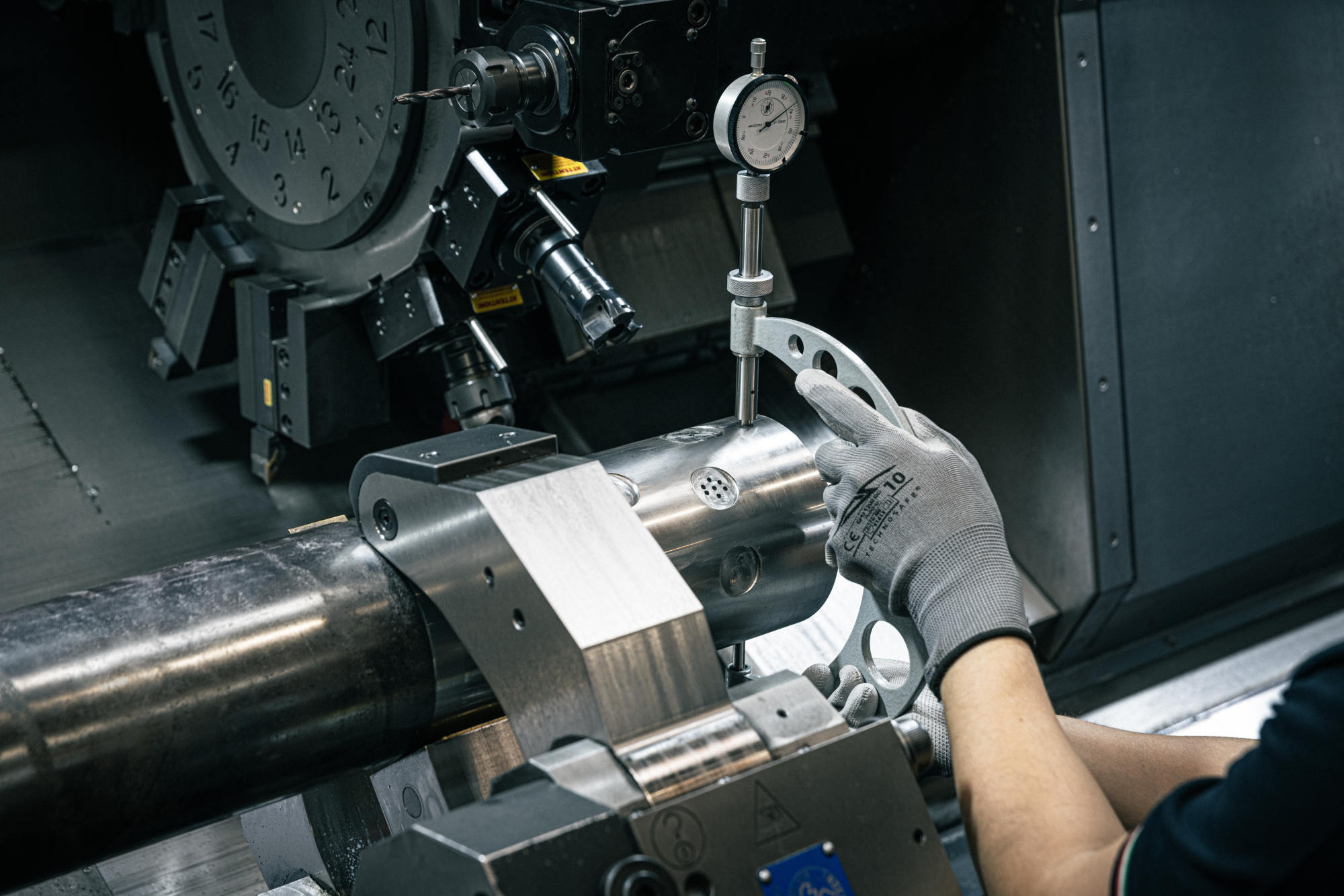
Inspections
Pre-chromed stems that show defects can be reworked to restore optimal conditions to be verified by our quality control:
- Chrome diameter tolerance generally f7 with micrometer;
- Visual inspection to ascertain the absence of surface defects;
- Ra 0.20 max roughness measured by portable roughness tester;
- Chrome thickness measurement using a thickness gauge;
- Hardness of the chrome surface;
- On request, a corrosion resistance test can be carried out in neutral salt spray, or an adhesion test between the chrome plating and the stem can be performed.
Case history

Survey and manufacturing of a random check chrome-plated rod
A relevant Italian company with branches in various eastern European countries, asked our intervention to revamp into optimal efficiency conditions a cylinder placed into an application for the waste management
Welding
Welding
Welded cylinders have components optimised to make the most of the raw materials available on the market – basically piping, solid and plate metal, suitably welded to give the cylinder the required lightness, cost-effectiveness and commercial availability.
As for straightforwardness, it must be borne in mind that these cylinders require carefully designed welds and a workmanlike execution. In fact, the goal is to carry out welding that is functional, guarantees tightness under pressure, and is free from internal defects that could result in breaks over time.
Weld management
The welds can be located in one or more points along the pipe, and as whole will form the liner of the hydraulic cylinder. However, if pipe welding is not adequately designed into the scope of a forward-looking project, it will inevitably cause detectable deformation in the pipes, resulting in the piston locking during linear movement, damaging the gasket and affecting its operation.
To solve this problem, our programming includes, during the production cycle of each component, a honing cycle after welding, in order to “readjust the balance” of the mentioned deformation and restore the desired geometry, which guarantees optimal sliding of the piston inside the liner.

Focus on details for superior quality
Our production of custom-made and project-based cylinders takes into account the peculiarities of each individual case. Sometimes welds must be carried out to join steel components, in particular, oil inlet studs or pivoting supports with pins, and the care with which this operation is carried out has an enormous impact on global system performance.
Our production cycle
In our production cycle, welds often have to be re-machined or even chrome-plated, therefore, every single step must be carried out with painstaking accuracy down to the smallest detail.
After carefully designing the workpieces to be welded, the required chamfer is obtained by following the company’s internal procedure called WPS (Welding Procedure Specification). The type of welding performed is MIG 135-136, the filler material is SG3 with higher characteristics than the base metal, multipass and with each bead carefully brushed to eliminate any possible internal defects.
In addition to careful preparation and cleaning of the pieces to be welded, the current, measured in Amperes, is monitored during the process to ensure full penetration of the weld into the base materials.
Initial preheating and piece coverage, at the end of the processing, are also monitored to limit as much as possible the thermal shock that could cause alterations of the grain structure of the base steel.
At the end of the machining cycle each welded joint is dimensionally checked by means of shaped templates. On request, it is possible to carry out a magnetoscopic test and issue the resulting report.
During the test on an assembled cylinder, the weld can also be tested with air through the use of a detector fluid, which, sprayed on the area to be checked, will highlight any leak through the formation of bubbles.
The subsequent test is performed with hydraulic oil with viscosity not exceeding 32cSt.
Milling and drilling
Milling and drilling
Milling is a machining process consisting in chip removal through the action of a rotating tool: the milling cutter.
A little more detail...
This operation technically involves several steps: from roughing to finishing. Basically, and intuitively, in the first steps the cutter is programmed to quickly remove a significant amount of material.
Towards the end of the process, machining is fine tuned to focus on accuracy: the residual stock is removed to achieve the best compliance with the desired result, in terms of both dimensions/tolerances and surface roughness.
Among the most important parameters, in addition of course to strict compliance with expected results, there are also cutting speed in line with the hardness of the material, and tool feeding rate according to the density of the material, for an optimal result.
In detail
Among the most important parameters, in addition of course to strict compliance with expected results, there are also cutting speed in line with the hardness of the material, and tool feeding rate according to the density of the material, for an optimal result.
The milling operations included in our service range are generally drilling, counterboring and tapping for the application of threaded bolts, boring of bushings and milling for SAE flanges.
Our machines include specially equipped Y axis lathes to carry out the milling operations required for tapping components such as liners and stems.
Carrying out drilling and milling operations with lathes is a choice dictated by the need to streamline workpiece repositioning and consequently improve the geometric precision of the component.
The quality of our milling and drilling treatments is typically very high, so as to meet extremely strict standards, such as those required by applications where precision is a key factor.
Case history

Deep honing and drilling on design
For an application concerning the extactive and mining sector we built some hydrolic cylinders from one single S355 steel block. A kind of request pretty much difficult to comply with, which needs an accurate job.
Turning
Turning
Turning is one of the most commonly required machining processes for pipes and liners for hydrodynamic cylinders. Through this operation, which is carried out by rotating the component concerned, the removal of any excess material is obtained, by strictly following the instructions found in specific technical drawings.
Processing phases
In particular, the production of components such as liners for hydraulic cylinders requires a production cycle that includes a sequence of phases to be strictly observed, in order to guarantee machining quality.
For example, welding, when required by the circumstances, must necessarily be carried out before honing, to avoid any deformation, while turning is performed before welding to prepare the workpieces and then finish them.
Additionally, when geometric tolerances ensuring tight concentricity and perpendicularity with respect to the honed hole are required, then it is necessary to design a production cycle including reworking through final turning.

PAGANI EUGENIO srl is equipped with turning centres that allow roughing and finishing operations to be carried out – as well as milling, drilling and tapping according to drawings for product finishing.
In an optimized layout, these processes are integrated with boring, honing and rolling, with the aim of reducing production times as much as possible.

Growing Programme
We have recently commissioned an important piece of machinery, within the scope of our planned growth and investment program. Specifically, this machine will be used to complete customised products, in particular liners and stems for hydraulic cylinders.
This is the TACCHI HD3 CNC 600 x 11000 lathe which can perform turning, drilling and milling operations on workpieces of considerable size, up to at least 11 metres in length and related diameters.
This innovation allows us to significantly expand our range of products and services, with a view to achieving the highest possible level of customer satisfaction.
Please feel free to contact us to learn about the extra value that this machine can bring to your customized projects – including boring and honing machining.
Case history
Survey and manufacturing of a random check chrome-plated rod
A relevant Italian company with branches in various eastern European countries, asked our intervention to revamp into optimal efficiency conditions a cylinder placed into an application for the waste management
Perfectly aligned honing
On behalf of one of our historical and most important client, we planned the definition of a production cycle combined with turning and honing which ensured the required geometries with reliable repeatability over the whole producon
Cylinder maintenance
Cylinder maintenance
Anyone dealing with hydraulic applications designed to develop considerable strength is aware of the importance of maintenance for efficiency, safety and performance consistency. Our company can offer a highly reliable routine and outstanding maintenance service.
It is important to choose a cylinder correctly, but it is just as important to maintain it.
Types of maintenance
Scheduled cylinder maintenance: One or more annual checks must be programmed in advance based on the hours of operation; if, upon visual inspection, any leaks or unusual wear are found (e.g. stem scratches), action will be taken accordingly.
Proper routine maintenance extends the service life of the cylinder and helps ensure a high standard of operation.
Unscheduled cylinder maintenance: Urgent action required after sudden, unpredictable failures.
If unscheduled maintenance is required, it is necessary to rely on skilled industry specialists as this is a very delicate process that requires specific know-how and extra care.

Our maintenance operations
When the cylinder to be repaired is returned to our factory, the following operations are carried out:
- Inspection and checking, including disassembly, after which all components are meticulously inspected. In this way the cause of the break is ascertained;
- Visual and dimensional inspection of the components (coupling dimensions and tolerances);
- Writing of a technical report explaining the defect(s) found;
- Drafting of a technical data sheet with the proposed solution (e.g. gasket replacement, light sanding, re-chroming of the stem, reconstruction of the liner with recovery of components, etc.)
- Survey of the components to be rebuilt or possibly recovered, subsequent preparation of a technical drawing, before choosing the materials and treatments for the parts to be rebuilt;
- Analysis of the recovery or construction of parts, with measurements and production of drawings for spare parts;
- Start of construction of the necessary parts and dimensional check (with related test sheet).
Once all the components have been restored, produced and completed, the next steps are:
- Mechanical assembly of the cylinder according to a complete assembly cycle with intermediate checks;
- Hydraulic (checking for any leaks) and mechanical testing (functional check when idle);
- Hydraulic pressure test, on request (testing of the pressurised cylinder with related Pressure Testing Certificate);
- Any treatments such as paint finishing according to customer specifications.
After thorough completion of all the operations listed above, chances are excellent that our cylinder will deliver long-lasting efficiency and performance consistency.
Please note that once the warranty has expired, a spare part supply service can be offered by PAGANI EUGENIO to help source spare parts when needed. During the maintenance operations listed above, we can recreate construction drawings to be used to manage spare part supplies over time.
Case history
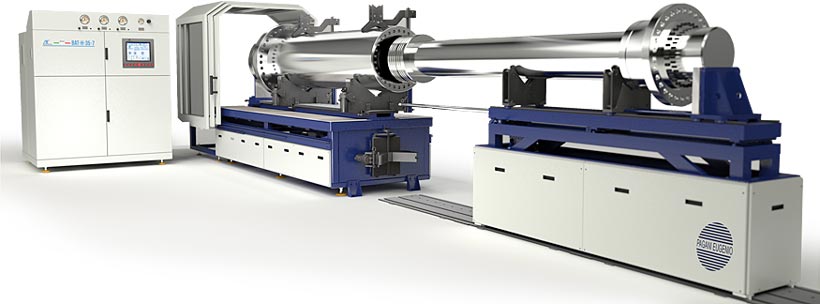
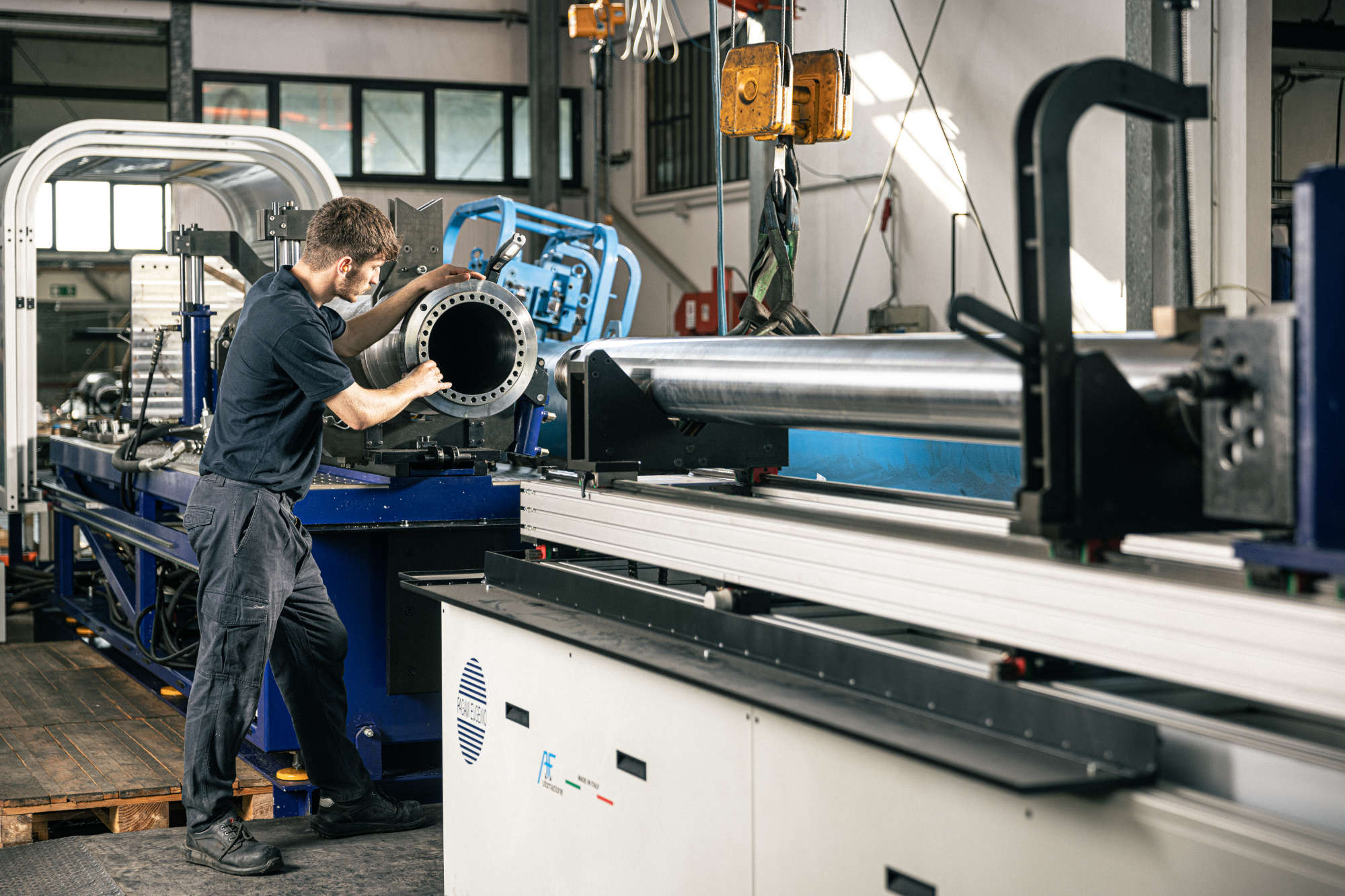
Our assembly and test bench for cylinders
In 2015, in cooperation with the company AF Automazione, we gave substance to a project for the installation in our facilities, of the first and most important test bench ever built, by such partner, up to that moment.
Skiving-Rollerburnishing
Skiving-Rollerburnishing
Performed in cold drawn tubes for hydraulic cylinders, skiving-rollerburnishing has the purpose of making the surface smooth for the piston with seals to slide on. Unlike honing, skiving-rollerburnishing requires the material to be upset with special rollers that cause permanent plastic deformation: the result is a surface with very low roughness Ra, below 0.20my.
Our production process
Skiving-rollerburnishing is performed on EN10305 tubes with suitable stock allowance, generally -0.5-0.7 mm, and features a higher productivity than honing; for this reason skiving-rollerburnishing is performed on standard bars available commercially.
This solution makes it possible to create good value, functional cylinders as long as no welds are required that are likely to deform the tube and affect smooth piston sliding.


Customisation
Given the company’s focus on customization, PAGANI EUGENIO srl’s production typically includes cut pieces and various types of welded parts, e.g. an oil inlet stud which has the purpose of ensuring a surface that always matches the required tolerance despite the welds.
Our production range starts from ID.50 up to ID.140 mm and lengths up to 3000 mm.
Production tolerances up to H8 and MAX Ra <0.20my.
Deep Boring
Deep Boring
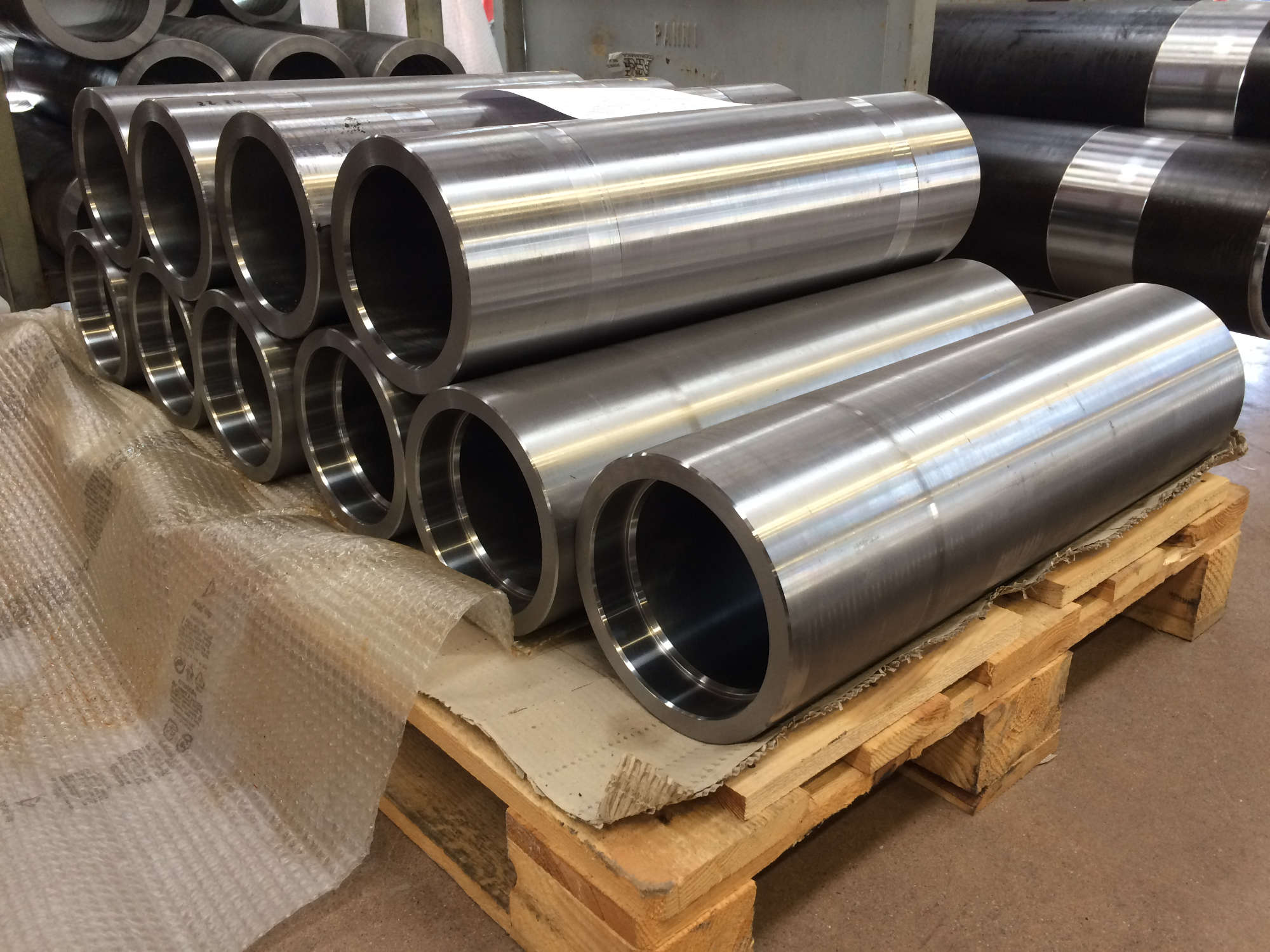
Deep hole boring, as well as deep drilling, is performed on hot rolled tube of considerable length and with a diameter many times larger than the standard; it is also often referred to as tube reaming. These tube are then often used as liners for hydraulic cylinders.
It is an internal roughing operation for hot rolled tubes produced according to EN10297, where the stock material to be removed varies according to the initial thickness of the pipe and determines the duration of machining operations.
Tube deep boring can be performed as a push or pull operation; the former option follows the original geometry of the tube while the latter bores a hole with better straightness characteristics.
Our production process
Our production process includes a first preparatory phase which consists in aligning the workpiece on the lathe; this phase is very important because it determines the quality of final machining which must be as concentric as possible with respect to the outside.
The importance of this operation should not be underestimated because hot rolled tubes, manufactured according to EN10297, have wide dimensional tolerance specifications for the outside diameter and thickness and for this reason, the desired bored diameter cannot be always obtained.
In this phase the unmachined tube sag is measured and if it exceeds a certain value, additional straightening on the hydraulic press is carried out.


The next steps of deep boring
Once this first phase is complete, the tube is ready to be deep bored or turned internally throughout its length, with special fixed measuring tools similar to drilling bits for deep drilling, called “wideners”.
The stock allowance removed in each pass generally ranges from 6 to 15 mm depending on the size of the insert that can be used.
After tube deep boring completion, we will have obtained a hole machined throughout the entire length, with roughness Ra between 6.3 and 12.5, with a stock allowance which can then be sanded down to a tolerance H7 or H8.
Inspections
The inspections carried out after machining completion are: visual inspection to detect any defects inside the tube, such as holes due to lack of material and instrumental testing using a micrometer, to both check the inside diameter dimension and measure the thickness of the tube at both ends, so as to determine the eccentricity tolerance between the inside and outside of the tube.
Additionally, our production process allows a workpiece to be obtained ready to be subsequently tailstock machined with external turning, guaranteeing a high degree of concentricity between the inside and outside diameter of the tube.

Honing
Honing
Honing the inside of tubes and cylinder liners is a fundamentally important process which must primarily respond to the need to obtain a smooth surface, to ensure smooth sliding between two moving components, guaranteeing maximum efficiency and durability.
Standard vs tailor made
Internally honed tubes are available commercially as standard products, but it is not uncommon for certain limit conditions to occur which require non-standard products: special diameters, high thicknesses, steels other than standard.


A little more detail...
The honing process is carried out by means of a special tool, consisting of sectors in which stones or abrasive cloth are provided, and in rotary and linear motion, whose combined effect gives the surface its typical helical-looking shape.
The end result, when the procedure is carried out correctly, is a smooth surface, free of visual defects, with a roughness Ra lower than 0.20 my and Rt lower than 2.5my, such as to ensure an extended life of the gasket, and a tolerance H8 or H7 which guarantees an adequate sliding clearance of the piston guide shoes.
Attention to detail
One of the typical features of our machining process is our focus on every detail of customer projects – to achieve the best possible honing result. As proud specialists, we are able to start from mechanical piping to perform, in addition to other processes, honing to such a high precision degree that the best surface concentricity and perpendicularity can be guaranteed to even exceed cylinder pressure test requirements.
Case history

Cilindro filtro pressa
Realizzazione cilindro per filtropressa, alesaggio 180 stelo 90 corsa 3950 mm Filter press cylinder, piston D.180 rod D.90 Stroke 3950 mm
Perfectly aligned honing
On behalf of one of our historical and most important client, we planned the definition of a production cycle combined with turning and honing which ensured the required geometries with reliable repeatability over the whole producon
Deep honing and drilling on design
For an application concerning the extactive and mining sector we built some hydrolic cylinders from one single S355 steel block. A kind of request pretty much difficult to comply with, which needs an accurate job.
Non standard tube supply
We have made some honed tubes in Inox AISI 316, for one of our customers active in the field of Oil & Gas valves actuators, that stands with a great strategic importance for the energy sector.